




| Välkommen till Arnes Pistolskyttesida Portalen för aktiva skyttar |
| Artiklar | Om denna hemsida | Börja skjuta | På gång | Nyheter |
|
|
|
|
|
Smith
& Wesson kaliber 32 HR Magnum
Först av allt vill jag göra en bekännelse, men innan
jag gör detta utlämnande av mina innersta tankar.
Är det kanske på plats med en viss information.
Många gånger har jag fått frågan? Om du skulle åka
till en öde ö och fick ta med dig bara en enda pistol eller revolver
vilken skulle
du då välja?
Mitt svar är utan tvekan, jag skulle ta med mig denna S&W 32
magnum!
Varför ? Ska jag försöka att svara på i denna artikel om
en av Smith
& Wesson revolver genom tiderna , men framför
allt
handlar artikel om min favorit S&W kaliber 32 Magnum
Historia
Att tillverkaren Smith & Wesson framledes kallat S&W är en gammal
klassisk tillverkare med anor tillbaka in i 1800 talet och likaledes
att det är fråga om ett i USA tillverkat vapen, det känner nog
de flesta redan till.
Men vet du om att?
Smith & Wesson är i dag ett av de starkaste varumärke i världen,
välkänt inte bara i USA utan över hela Världen sedan mer
än 150 år tillbaka.
Hundratusentals människor över hela världen har ägt revolver
eller vapen tillverkade av Smith & Wesson Corp., 2100 Roosevelt Avenue,
Springfield, MA 01102-2208. S&W flyttade sin tillverkning för några
år sedan och är nu tillbaka från Arizona till Ma där allt
startade för
147 år sedan.
När Horance Smith och D B Wesson formade sitt samarbete år 1852,
insåg dom säker inte att dom två skulle förändra
världen.
Dessa två herrar ansåg sig ha en bättre konstruktion av vapen
än vad som fanns att tillgå på den tiden.
Deras utvecklande konstruktioner, har under åren vuxit till ett av världens
starkaste varumärke.
Denna utvecklingen fortsätter än i dag med hög-kvalitetsvapen,
hög-precisionsvapen och tillbehör för dessa produkter.
Dom satte
en ära i att vara först!
Smith & Wesson var alltid först i utvecklingen av vapen. Det första
utbytbara magasinet, det första magasinet med urladdnings system,
den första dubbel aktions revolvern och många flera innovationer
under mer än 150 år.
Den världsberömda revolvern Smith & Wesson .38 Special satte en
ny standard för alla moderna handvapen.
Den första revolvern för just denna kaliber S&W modell 10 är
den enda revolvern som fortfarande är i produktion sedan starten 1899.
Den välkända S&W 357 magnum var på den tiden världens
kraftigaste vapen, när S&W utvecklade denna kaliber för polisväsendet
år 1935. Fortfarande är denna kaliber första val för många
sportskyttar och poliser världen över.
Nästan alla
länders försvarsmakter har använt S&W produkter, i alla Amerika's
stater är eller har polisen varit utrustad med S&W produkter.
Revolverstommen på denna 32 kalibriga revolver, är ett K
stomme, därför stämmer detta stomme som här beskrivs med
alla S&W revolver med K stomme, som ex K38 Masterpiece.
| S&W kaliber 32 HR Magnum | Vikt
1220 gram Längd 280 mm ( 6 tum pipa) Höjd 150 mm Tryck ( modifierat) SA ca 1370 gram DA ca 2200 gram Antal patroner 6 st |
 |
Trumma och pipa
 Bild på trumma och på ingångskonan i pipan
Bild på trumma och på ingångskonan i pipan
Båda dessa ställen ställer till med ganska mycket förtret,
genom att bly avlagras både i trumman men framför allt i ingångskonan
i pipan.
SM 2003 förlorade en kompis till mig SM tävlingen, detta pga att det
satt en blyflaga kvar i ingångskonan i en Manhurin revolver!
Förslag till åtgärd: Var noga med att göra rent i pipans
ingångskona helst efter varje skjutpass, var inte rädd för att
använda
en viska med
stål eller mässingsborste.
Men bara pipans ingångskona.
Att inte pipan skulle klara en stålborste anser jag är bara bullshit.
Tyvärr är inte ytan i ingångskonan speciellt fin efter att vapnet
har används ett tag, har du en riktigt dålig yta finns det.
I USA en speciell brotch att köpa med rätt vinkel, för att kunna
göra rent denna för precisionen så viktiga ingångskona.
Denna brotch (Forcing Cone Reamer) finns med två olika vinklar dels 11
grader som anses bäst för Wadcutter ammo och dels med
en vinkel på 18 grader som anses bäst för roundnose ammo.
Det finns också en brotch avsedd att användas för att grada
av ingångskonan med en vinkel på 82 grader.
Brownell i USA säljer dessa verktyg.
Men Brownell exporterar tyvärr inte till oss i Europa!
Bly fragment som fastnar i konan är på inget sätt unikt på
S&W s revolver, det förekommer på alla revolver fabrikat.
Det går att polera upp ytan i denna kona för att minska risken för
att blyrester ska fastna.
Tänk också på att blykulor av bra kvalitet, ger betydligt mindre
slagg i just konan. TYP HN kulan, eller plätterade kulor
Återigen så lönar sig kvalitet!
 OBS körnslag
OBS körnslag 
Just denna yta för utdragare i trumman, är utsatt för nedsmutsning,
var noga att göra rent, både uttaget i trumman och utdragaren!
Mellan utkastaren
och trumman samlar det sig ganska mycket skräp, krutrester osv, det är
av stor vikt att hålla rent i detta utrymme.
Bara ett par tiondels millimeter skräp, bygger bort avståndet mellan
trumman och revolverhuset, med en trög och dålig frammatning av
trumman. ( Patronerna släpar oftast i gavel i revolverhuset)
Hoppas det
framgår av bilden men jag märker alltid en av mina kammare i trumman,
med tex en körnslag eller dylikt.
Detta pga att jag har märket som en referens om det börjar att fastna
patroner i trumman.
Kan på detta sätt lätt identifiera denna kammare när jag
kommer hem efter skjutningen.
Jag skjuter huvudsaklig en kaliber 32 long som är betydligt kortare än
32 magnum.
Detta innebär två problem, dels att det extra utrymmet i trumman
samlar bly och krut rester och dels att kulan får en längre väg
att gå innan den möter bommarna i pipan.
Det gäller att anpassa laddningen så att INTE kulan
har så hög fart att den "kliver över" bommarna.
Samma sak gäller med kulans hårdhet, en högre hårdhet
på kulan går att köra snabbare och vise versa
Detta kräver lite tester, men en för hög laddning ger ett mycket
dåligt resultat!
Lika fatalt är att sätta kulan för djupt, S&W är kända
för att ha ett långt avstånd mellan trumman och pipan.
 Revolver trumma S
& W
Revolver trumma S
& W
OBS att den är fast skruvad med en VÄNSTER gängad skruv. Tyvärr
drar många sönder den skruv i ren okunnighet.
Denna trumma är på många sätt helt avgörande för
en bra DA funktion, här finns det stora möjligheter att finlira funktionen
på revolvern.
Här finns den största lagerytan, här finns möjlighet att
linjera trumman med pipan och här finns justermöjligheten för
att justera spelet
mellan pipan och trumman. Detta spel ska vara ca 1 tiondels millimeter, det
är också av stor vikt att trumman INTE släpar
i pipan.
Tänk på att handen ( den lilla biten som matar fram trumman) överför
sin rörelse på den inre diametern på trumman.
Detta innebär en motsatt hävstångs effekt och minsta lilla friktion
på trumman mot axel adderas upp.
Oftast är det just i trummans lagring som den största friktionen finns,
här finns mycket att hämta när det gäller friktion och i
förlängningen ett mjukt och bra tryck i DA mode.
En polering av trummans lager och axel för trumman måste ske med
stor försiktighet, för vem vill ha en glapp trumma?
En bra metod är att köra med tandkräm som poler medel eller något
annat mild poler medel och använda tryckluft för att
rotera trumman som då samtidigt polerar sig själv och axel.
Använder du slipduk, börja med 600 papper och avsluta med 1000.
Det gäller absolut att inte minska måtten på
ingående detaljer, bara att få en bra yta!
Vad du än polerar med, var noga med att göra riktigt rent efter poleringen.
OBS Läs mera om polering lite längre ner i artikel.
 Polerad lagring för trumman (yoke) " Klicka på bilden för full
storlek"
Polerad lagring för trumman (yoke) " Klicka på bilden för full
storlek"
Lika illa är det när hanen inte dras tillbaka när avtryckaren
släpps helt. då finns en stor risk att slagstiftet släpar i
våra patroner.
På vår hane finns en säkerhets låsning för hane
som manövereras av reboundern, denna funktion kan lätt beskrivas som:
När vi släpper avtryckaren helt dras hanen tillbaka några millimeter.
För att ytterligare förstärka denna säkerhet, kommer en
säkerhetsarm ( hammer blocking arm) in och
fyller upp avståndet mellan hane i slagläge och det nya läget
, det sk säkerhets läget.
Vid dålig funktion ser man att inte hanen dras tillbaka och är det
riktigt illa ser man att hanens slagstift sticker fram någon eller några
tiondels millimeter mot trumman.
 "Klicka
på bilden för full storlek"
"Klicka
på bilden för full storlek" Modifierad avtryckare
OBS avtryckare stoppet längst till upp till höger,
Modifierad avtryckare
OBS avtryckare stoppet längst till upp till höger, 1 Vridning av trumman,
kräver allra mest energi, minsta fel förstärker trögheten
i rörelsen.
2 Handen (den lilla armen som matar fram trumman)
3 Avtryckaren och hammaren's lagringar i revolverhuset.
4 Glidytor i mekanism
Tyvärr är alla dessa lager EJ försedda med kullager
utan i samtliga fall användes glidlager. ( avsaknad av riktigt lager stål
mot stål)
 Så här öppnar
sig revolvern
Så här öppnar
sig revolvern 
Demontering
Bryt aldrig isär din S&W revolver, det finns vissa
knep för att lätt kunna öppna dom.
Ta bort greppet eller pistolkolven.
Lossa de tre skruvarna som håller locket på mekanismen OBS att två
av skruvarna, den främre skruven är unik
Håll revolvern i din vänstra hand, slå försiktigt med
ett plastskaft på en lite större skruvmejsel enl bild.
 Främre skruven
i stark förstorning.
Främre skruven
i stark förstorning.
 OBS "Klicka på bilden för full storlek",
något modifierad och in oljad revolver.
OBS "Klicka på bilden för full storlek",
något modifierad och in oljad revolver.
Här är mekanismen helt intakt, inget är demonterat mer än
gavel, modifiering är redan påbörjad, därav
den blankt polerade reboundern ( tryckfördelaren). Du kan klicka på
bilden och använda den som en referensbild, vid problem.
OBS "hammer block" hammarblockeringen, den svarta långa armen
i mitten . En säkerhetsdetalj som förhindrar vådaskott.
Mekanismen är ganska enkel och mycket gammal i sin konstruktion.
 Demonterad revolver
Demonterad revolver
Typisk yta för S&W ganska grovt bearbetad vad vi kan göra är
att se till att det inte finns toppar eller grader i ytan, just där reboundern
finns har jag polerat fram en bättre yta. Syns bra på bilden.
 Demonterad hammarblockering,
jag klipper av ca 1,5 varv på denna fjäder.
Demonterad hammarblockering,
jag klipper av ca 1,5 varv på denna fjäder.
Denna fjäder är onödigt hårt spänd och ligger och
trycker på trumman och orsakar att trumman går tyngre.
Även den yttre manöver knappen för hammarblockering är i
orginal helt stum, jag filar bort en liten bit se bild
 Yttre spärr
för hammarblockering, här finns inget glapp orginal, trycker mot trumman
Yttre spärr
för hammarblockering, här finns inget glapp orginal, trycker mot trumman
Jag filar bort ca 1,5 mm på den högra sidan se blid får
på detta sätt en bättre och mjukare gång i frammatningen
 Modifierad manöver
arm för han blockering, se det ljusa området är bortfilat ca
1,5 mm
Modifierad manöver
arm för han blockering, se det ljusa området är bortfilat ca
1,5 mm
Indexeringen
 Trummans indexering
Trummans indexering
Här poleras den yta som pilen pekar mot, det är den yta som gränsar
till avtryckaren, Polera försiktigt ta INTE bort något material detta
kan äventyra indexeringen av trumman.
Jag känner försiktigt med ett bryna på båda sidor efter
upphöjningar och grader.
Detta är en komponent som kan orsaka mycket tröghet i mekanismen.



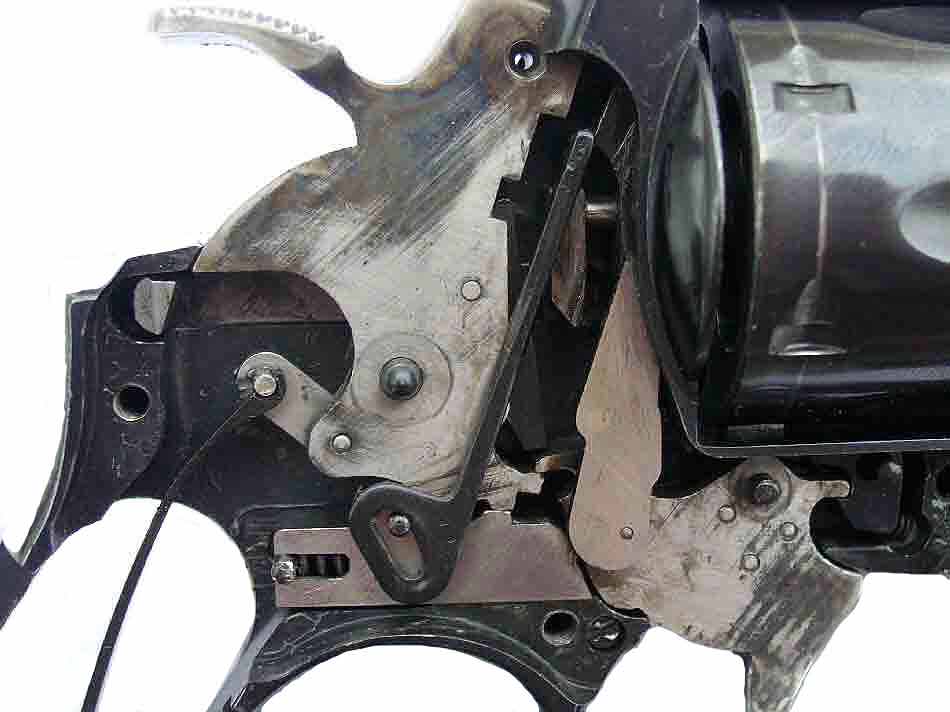
Hane med "sear" den främre svarta delen. Avtryckare med DA och
SA notch. Rebounder ( tryckfördelare) med tryckfjäder.
Det är just dessa tre olika komponenter vi ska jobba med för att förbättra
ytan och minimera friktionen.
Modifiering
av DA tryck
Alla enskilda delar som rör sig mot varandra, åstadkommer en viss
friktion, till en liten del kan denna friktion överbrygga's med fett
eller olja. Men faktum kvarstår med en eller flera dåliga ytor kan
aldrig en låg friktion erhållas.
Vad vill vi då åstadkomma?
Vad är målet?
Vill vill ha en så rent tryck som möjligt, vad menas med rent tryck,
jo, ett tryck som är mjuk (utan ryck) och så lätt som möjligt
och till sist men inte minst, ett tryck utan onödiga ojämnheter. Viktigt
är också att trycket " går tillbaka lika snabbt som vi
önskar"
Men ändå ett godkänt SA tryck!
Detta tryck ger oss en stor möjlighet till ett framgångsrikt skytte
med DA tryck.
Polering
Varning läs detta först!
Vad menas egentligen med polering? Hur ska den utföras? Först av allt
att polera innebär att man förfinar den avsedda ytan, INTE
att
man förändrar mått och vinklar. Det
är INTE en fråga om att avverka material,eller slipa
bort material, djupa repor får vara kvar.
vad vi ska göra är att "ta bort" dom höga åsarna
i ytan.
Detta ska ske utan att nämnvärt förändra måttet. TÄNK
också på att där det är möjligt att polera
i SAMMA riktning som
den enskilda komponenten rör sig mot den andra komponenten.
 Lägg gärna oljebrynet på ett bord
Lägg gärna oljebrynet på ett bord
Polera, testa passningen, polera igen osv.
Det är bättre att använda ett för fint, än ett för
grovt oljebryne.
Jag använder endast ett mycket fint bryne, tillsammans med tunn olja.
Efter polering var noga med att verkligen tvätta rent alla
deltaljerna, bra tvätt är vanlig fotogen. Läs
mera om rengöring
Enligt ovanstående bild ser du att det finns kvar djupare repor i avtryckarens
yta, detta får vi acceptera, vi ska inte avverka material
endast förbättra den yta som redan finns.
Vi ska absolut INTE ändra
på några vinklar.
Däremot ska vi vissa fall bryta av (grada av ) skarpa kanter.
 Lättad hane ca
5 gram
Lättad hane ca
5 gram
Hanen
Denna detalj är den första som vi ger oss i kast med. Hanen väger
i dag 39 gram och är onödigt tung för att utföra det
jobb vi förväntar oss av den.
En lättad hane ger ett betydligt snabbare anslag och samma anslagskraft
bibehålles.
Här finns mycket hämta när det gäller vikt reducering.
En lättad hane ger ett snabbare tillslag och genom det snabbare tillslaget
bibehålls kraften.
Jag har gjort en väldigt försiktig lättning av hanen.
Minskningen långt ut på hanen , gav ungefär en vikt minskning
på ca 5 gram.
Det är ett väl känt faktum att S&W hanar har en tendens att
gå, med en lättning av hanen så minskas denna risk högst
betydligt.
Vissa glidytor ska poleras upp. VARNING all polering ska ske
utan, att OBS ändra de befintliga vinklar på de
ytor vi polerar.
Polering innebär inte att avverka
( slipa bort) material)
Polera, prova, polera, prova igen.
Sätt gärna tillbaka de delar du jobbar med i mekanismen och testa,
polera igen och testa.
 Detta
upphak ska vi bryna mycket försiktigt.
Detta
upphak ska vi bryna mycket försiktigt.
 " Klicka på bilden för full storlek"
" Klicka på bilden för full storlek"
Polera "sear" försiktigt det är den vänstra rörliga
delen på hanen. Polera också den del av hanen som visas på
bild, mycket försiktig polering
Den kammen som är till höger om den vi ska polera, ska mycket mycket
försiktigt poleras, eller rättare sagt kontrolleras med ett bryne
att
inga grader finns. Denna del av hanen är upphaket för SA trycket och
mycket känslig.
Det går fint
att känna när ytan är grov, då går det ganska tungt
att dra den komponent vi vill jämna till mot brynet.
När ytan sedan blir bra känns det betydligt lättare!
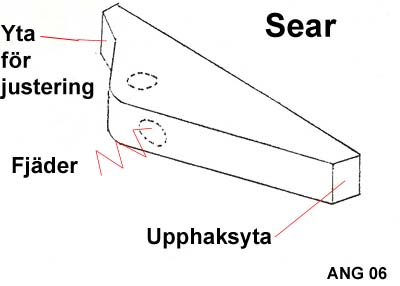 Sear i princip
Sear i princip
Polera upphaksytan kräver att vi demonterar sear från hanen ( hammaren),
denna låses fast med ett litet stålstift.
Ta väl hand om den lilla tryckfjäder som är markerad fjäder.
Yta för justering är lite överkurs se avancerad
service av Smith & Wesson Revolver
Avtryckaren
 Ytan efter polering " Klicka på bilden för full storlek"
Ytan efter polering " Klicka på bilden för full storlek"
När det gäller
avtryckaren så finns det också här ganska mycket att vinna
när det gäller friktion, både i SA och DA tryck.
Vi börjar med att hyfsa till vid behov sidorna på avtryckaren, inga
grader eller stift får sticka upp ingen märken får finnas.
OBS att detta gäller de ytorna som täcks av mekanismen, de utifrån
synliga ytorna lämnas utan åtgärd.
Sedan polerar vi upp de ytorna som bilderna visar.
Återigen gäller noggrann polering, med ett fint bryne.
Samma ska gäller här angående vinklar, följ noga
de gamla vinklarna. Se bilder
På avtryckaren har jag lyckats att få blank yta på ca 60%
av den polerade ytan, resten får vara kvar.
 Polerad avtryckare, kamkurva för indexering
Polerad avtryckare, kamkurva för indexering
Denna yta som sköter indexeringen kärvar ofta, polera och bryt av
skarpa kanter.
Hand ( trum frammatning)

Hand är den
engelska beteckningen på den lilla arm som matar fram trumman. Denna arms
längd är kritisk därför ska vi var försiktiga
vid poleringen, polera bort eventuella grader och enl bilden under. i övrig
inget mera att göra här.
Var mycket försiktig med den ytan som matar fram trumman, inga ingrepp
ska ske där.
 Polerad hand
Polerad hand
OBS att ca 80 % av den polerade ytan är blank, resten har så grova
märken att dom får vara kvar.
Rebounder ( tryckfördelaren.
Denna lilla men ack så viktiga komponent ska vi polera på alla tre
sidor och på översidan fram till där där hanen landar i
det sk
säkerhets upphaket. Se bild till vänster
Jag brukar alltid försöka att polera hålet för tryck fjädern.
( Lite överkurs)
Jag använder oftast ett tre mm rund stål, sågar ett snitt ca
15 - 20 mm rakt i mitten, träder in fin smärgelduk och polerar med
dremmel.
Se bild till höger
 Reboundern kolla polering hål för fjäder
Reboundern kolla polering hål för fjäder 
 Rebounder på oljebryne
Rebounder på oljebryne
Slagfjäder
anspänning modifiering
 Låsskruv M3x8 mm
utdragen för att synas på foto
Låsskruv M3x8 mm
utdragen för att synas på foto
Slag fjädern
för hammaren är när det gäller DA tryck en mycket viktig
komponent som dessutom går att justera.
Rätt justerad påverkar slagfjäderns anlägg i högsta
grad DA trycket!
Tyvärr ändrar sig denna justering och är inte skottfast om vi
inte låser denna "justerskruv"
Orginal är denna skruv avsedd att dras fast i bottenläge och INTE
på något sätt av tillverkaren avsedd som justerskruv.
Men genom användning an mjuka tändhattar ex Federal, kan vi minska
anslagskraften på denna slagfjäder och på så sätt
också minska
DA trycket. När vi finner ett bra läge, låsa fast juster skruven.
Se bild
Jag gör så här: Börjar att skjuta med justerskruven för
slagfjädern, långt utskruvad. Skruvar sakta in den så att den
accepterar/detonerar
min federal laddade ammo. När jag finner detta läge, justerar jag
in skruven ytterliga ett kvarts till ett halvt varv.
Låser sedan fast justerskruven med den ny insatta låsskruven.
Det går också att böja till slagfjädern för att minska
slagkraften, men detta rekommenderas inte!
 Var rädd om
dom i locket befintliga distans ytorna, poleras vid behov.
Var rädd om
dom i locket befintliga distans ytorna, poleras vid behov.Hopsättning
Efter en noggrann rengöring, börjar vi att sätta hop avtryckaren
med (handen) den del som flyttar fram trumman steg för steg.
Men innan jag börjar monteringen, smörjer jag i detaljerna i teflonbaserad
syntetolja som användes på sommaren och en tunnare olja
typ Break Free på höst och vinter. Anledningen till att jag börjar
med att sätta ihop avtryckare och hand är att det finns en tryckfjäder
i avtryckaren som påverkar handen. Dessa två enheter är betydligt
lättare att sätta hop utanför revolverhuset (stommet).
Sätt samman trumman och montera i revolvern.
I med hanen och fjädern för denna, kontrollera att allt fungerar fint,
spänn upp fjädern för hanen och spänn upp hanen och
kontrollera SA trycket. Är allt ok lägg i blockerings armen, eller
ej. PÅ med locket kontrollera igen.
| Följande tryck erhålls vid montering, Kan variera beroende på fjädertryck osv | |
| Avtryckare med hand och indexering | 200 gram SA |
| Avtryckare med hand och rebounder med fjäder | 1400 gram SA |
| Avtryckare med hand och rebounder med fjäder och hane utan fjäder | 1410 gram SA |
| Avtryckare med hand och rebounder med fjäder och hane med fjäder | 1450 gram SA |
| Avtryckare med hand och rebounder med fjäder och hane med fjäder, färdig mekanism | 1200 SA 2350 DA |
Modifierad S&W 32 magnum revolver DA tryck
| Tryck rörelse | 1 mm | 2 mm | 3 mm | 4 mm | 5 mm | 6 mm | 7 mm | 8 mm | 9 mm | 10 mm | 11 mm | 12 mm |
| kilo | ||||||||||||
| kilo | 2,0 | 2,4 | 2,65 | 2,53 | 2,28 | 2.55 | 2,30 | 2,40 | 2,39 | 2,40 | 2,49 | pang |
| kilo |
Att mäta är att veta. Att tro är en helt annan sak.
Hur jag mäter tryck??? Bilder och text Läs mera om testbänken. Bild S&W hanuppfång, en
mycket viktig säkerhetsdetalj.
Bild S&W hanuppfång, en
mycket viktig säkerhetsdetalj.Arne
Nohlberg .2004 03 29 rev 2004 07 rev 2012 10
Ett stort TACK till Anders Grimling och Jens Johansson för värdefulla
råd.
Copyright Arne Nohlberg