 Bild 1
Bild 1A = Avtryckarebrygga
B = Avtryckare, justerbara fram och tillbaka
C = Förtrycksjustering, obs påverkar också avtryckarstopp och det totala tryckets vikt.
D = Fjäder för förtryck
E = Länkarm för avtrycksmekanismen, förmedlar avtryckarens rörelse in i tryckmekanismen
F = Här är en mycket viktig del av tryckmekanismen, här möts länkarmen och det egentliga avtryckets upphak.
Här måste alltid finns ett spel (glapp) på minst en tiondels millimeter.
Detta påverkas av inställningen för förtryckets längd.
G = Är det egentliga upphakets ytor, det är av mycket stor vikt att det finns ett riktigt upphak, dels av säkerhetsskäl och
dels kommer ett för litet upphak att starkt slita på upphaksytorna, det är också viktigt att fett anbringas på dessa ytor med
jämna mellanrum.
En felaktig justering kan på sikt vara förödande för mekanismen och allvarligt påverka vapnets säkerhet.
H = Sear, (tryckfördelare)
I = Här finns justeringen för upphakets storlek, det är svårt att mäta upphakets storlek, men ha gärna minst 1 mm
överlapp mellan de båda upphaksytorna. Undvik att justera detta upphak om du inte är helt säker!
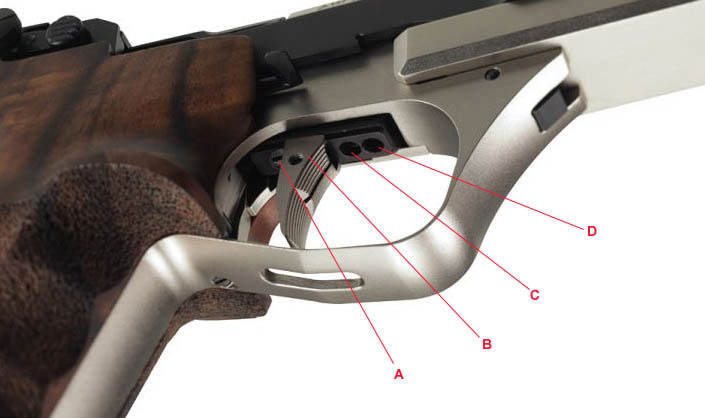 Bild 2
Bild 2På bild två finns de flesta justeringsskruvarna för tryckmekanismen, dock saknas justeringen för upphaket, som
återfinnes på bild ett.
A = Justerskruv för karaktären på trycket, det är mycket svårt att direkt ge ett tips om vad denna form av karraktär innebär.
B = Dold under avtryckaren, justerskruven känns lätt igen för den har en större diameter än de andra justerskruvarna,
denna justerskruv, ändrar sluttryckets vikt, men observera att både denna justering och justeringen på bild 1 av C som
är förtrycket, adderas till varandra, en ändring av tex förtryckets vikt adderas till den totala avtrycksvikten och vise versa.
C = Avtrycksstopp, här kan man ställa in så att avtryckaren inte fortsätter bakåt efter att skottet har avlossats, justeringen
är enkel, skruva in skruven så att inte avtryckaren kan avlossa skottet, håll ett jämt tryck på avtryckaren med uppspänd
mekanism och skruva ut skruven till hanen faller, skruva sedan ut den minst ett kvarts varv, gärna ett halvt varv.
D = Förtryckets längd, här kan jag tänka mig att de största problemen kan uppstå, för de flesta skyttar vill ha ett kort förtryck,
se på bild ett och siffran E, man kan justera förtryckets längd till en viss gräns och denna gräns är att det måste finnas ett spel
(glapp mellan dessa ytor på minst en tiondels millimeter, gärna lite mera.
Annars kan inte mekanismen fungera.
Tänk på att denna justering i högsta grad påverkar också avtrycksstoppet C.
Så här skulle jag beskriva en godkänd justering av trycket:
Först måste vi ställa oss frågan vad är det som behöver justeras?
Bra och smart är att göra en liten ritning med de olika justeringarna framför sig, rita upp justerskruvarna och det läge dom
har på ett papper, justera sedan en skruv i taget, gör en liten justering oftast ett kvarts till ett halv varv utifrån grundinställningen.
Testa och prova.
Låt oss som nästa exempel anta att en justering av tryckets vikt måste ske, då kan vi välja om vi vill öka tryckets vikt att antigen
öka förtryckets vikt, bild 1 punkt C eller också öka sluttryckets vikt bild 2 skruv B.
Justering av förtryckets längd utföres på skruv D bild 2, men observera att även skruv C påverkas och var extra noga att kontrollera
att det finns ett spel mellan ytorna i bild 1 se bokstav F.
Tryckpunktens karaktär, här gäller en mycket försiktig justering, börja med en ett åttondels varv testa osv ..
Jag har medvetet undvikit att beskriva justerigen av upphaksytornas storlek, detta på grund av att det kräver en stor kunskap
för att utföra denna justering korrekt.
Underhåll av tryckmekanismen.
Hur bra än denna mekanism är så behöver den då och då en rengöring för att kunna prestera sitt yttersta, en försiktig rengöring
med alla delarna på plats med hjälp av en liten mjuk pensel, indränkt i lysfotogen, pensla rent ytorna och använd sedan mycket
tunn olja typ symaskinsolja och anbringa denna olja med en tandpetare, mera olja behövs inte.
På de ytor som utgör själva upphaket, anbringas en mycket liten klick, gärna också med spetsen på tandpetaren en liten klick
vapenfett eller annat bra fett, sedan ska denna mekanism göra sin tjänst igen.
Till sist vill jag återigen uttrycka min beundran för en mycket fin tryckmekanism, ja en tryckmekanism i världsklass, som fungerar år
efter år utan stora åtgärder, men glöm inte att ge den lite olja och fett och en rengöring då och då.
Arne Nohlberg 20120102