| Välkommen till Arnes Pistolskyttesida Portalen för aktiva skyttar |
| Artiklar | Om denna hemsida | Börja skjuta | På gång | Nyheter |
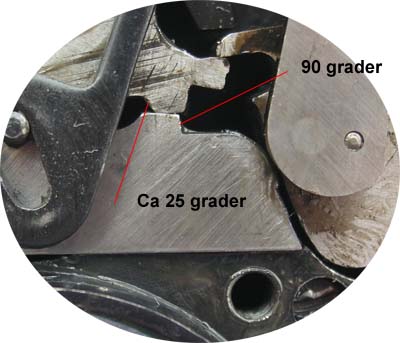 Bild 1
Del av S&W mekanism.
Bild 1
Del av S&W mekanism.  Bild 2
Rebounder S&W ej modifierad. OBS max 20 graders avfasad yta
Bild 2
Rebounder S&W ej modifierad. OBS max 20 graders avfasad yta Bild 2A rebounderläge polerat
Bild 2A rebounderläge polerat Bild 3
Rebounder.
Bild 3
Rebounder. Bild 3 A Hand högra
delen
Bild 3 A Hand högra
delen 
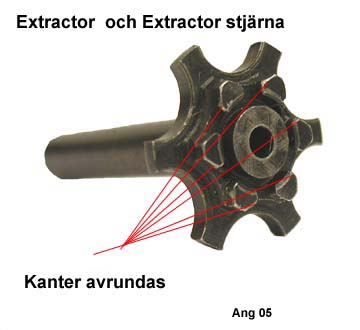 Bild 3 B Extractorstjärna med avrundade kanter som handen släpar mot
Bild 3 B Extractorstjärna med avrundade kanter som handen släpar mot
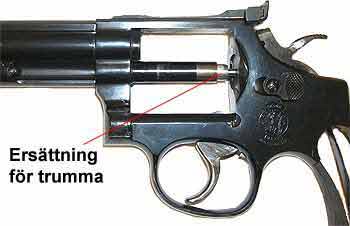 Bild 4
Verktyg som ersätter trumma och som
Bild 4
Verktyg som ersätter trumma och som  Bild 5
Home made verktyg
Bild 5
Home made verktyg Bild
6 Justering av Yoke med en träkil.
Bild
6 Justering av Yoke med en träkil.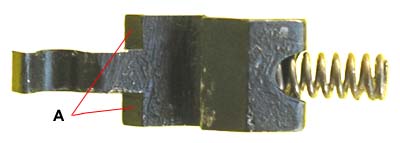 Trummans låsning
indexering.
Trummans låsning
indexering.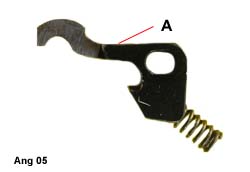
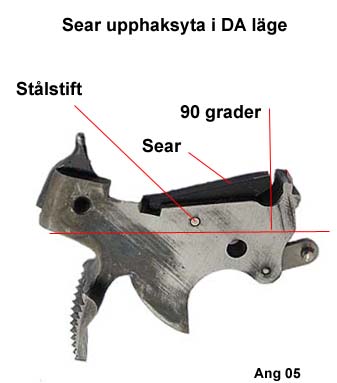 Bild 9
Bild 9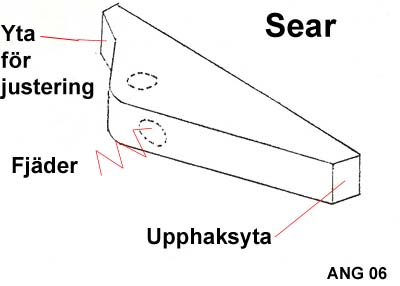 Bild 10
Sear i princip
Bild 10
Sear i princip 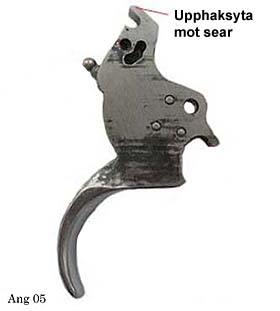 Avtryckaren med upphaksyta
mot sear, markerad.
Avtryckaren med upphaksyta
mot sear, markerad. Yoke
Yoke  Verktyget
Verktyget  Verktyget i delar .
Verktyget i delar .